我国冶铸生铁技术的起源之早、发展之速,在世界冶金史上占据着独特而重要的地位。追溯其根源,主要得益于青铜时代的技术积淀和鼓风技术的应用。
1、青铜时代的技术积淀
殷墟的铸铜作坊分布广泛,其中较为重要的有三处:小屯东北地铸铜遗址、苗圃北地铸铜遗址和孝民屯。这些作坊的遗迹现象复杂,功能分区明确,涵盖了从原料加工到成品铸造的完整流程。
小屯东北地铸铜遗址位于殷墟宫殿宗庙区的东北方向。该遗址的遗迹现象较为复杂,兼之发掘年代久远,学者们对其铸铜遗址和基址的年代关系存在争议。岳占伟等学者倾向于认为该铸铜作坊的主体(大连坑除外)始建年代和鼎盛时期可能早于殷墟时期,很可能属于洹北商城时期。随着宫庙基址的建设和扩大,铸铜作坊逐渐没落和消亡。
苗圃北地铸铜遗址位于殷墟的中部偏北区域。苗圃北地铸铜遗址的考古发掘揭示了当时青铜铸造的多个环节,包括陶模、陶范的制作、熔炉的设置以及铸造后的加工处理等。
孝民屯铸铜遗址是殷墟最大的铸铜遗址之一,经过多次发掘,遗址可分为东、西两区。西区的铸铜遗址位于孝民屯村西和村址南部,东区的铸铜遗址位于村东南。遗址内发现的铸铜遗存以殷墟三期和四期为主,二期较少,一期阙如。孝民屯铸铜遗址的使用时间较长,出现于殷墟二期,发展和繁荣于殷墟三、四期,消亡于商周更替之际。
东、西区的铸铜作坊在功能上有所分工,西区的制作工序较为完整,而东区可能存在制范(以制陶为主)和铸造工序(以金属工艺为主)的分离。在殷末期,铸造重心由西区转移到东区。此外,孝民屯铸铜遗址出土了大量陶范,数量达7万余块,这些陶范的种类丰富,涵盖了当时常见的青铜器类型。
这些铸铜作坊出土了大量与铸造相关的工具和设备,出土的熔铜工具包括熔炉及配套的鼓风嘴等。这些熔炉残片表明,当时的熔炉设计合理,能够承受高温并多次使用。例如,苗圃北地和孝民屯铸铜遗址出土的熔炉残片表面粘有铜液,且多数有数层衬面,每层衬面均粘有铜液,证明其多次修缮和使用。铸铜工具则包括各种模范,以礼器范最多。此外,还有用于制范及修饰铜器的铜刀、铜锥、骨锥等器物,当时的工匠不仅掌握了复杂的铸造技术,还能够对青铜器进行精细的修饰。
考古学家陈梦家通过对安阳出土的泥模和陶范的研究,明确指出殷墟时期的青铜器是通过陶范直接铸造的。这种铸造方法需要工匠们制作出精美的泥模,并在泥模上刻镂花纹,再用泥模制作陶范。陶范的接合通常采用榫卯结构(“子母口”),以确保铸造过程中各部分的紧密结合。
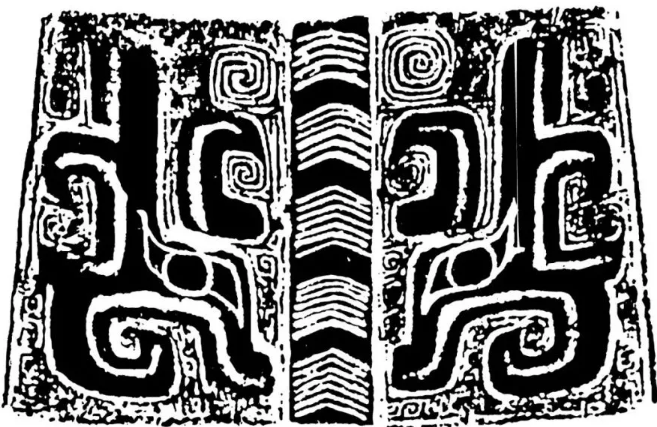
殷墟青铜器的铸造工艺复杂且精细,主要采用陶范铸造法。出土的陶范根据外观可分为两类:I式范背后有一凸棱作为凸榫,需镶嵌在背范上拼合使用;Ⅱ式范背后存在多个指窝,便于把持和脱模,边缘有榫卯用于扣合。此外,殷墟出土的青铜器中,许多器物的表面装饰有精美的纹饰,这些纹饰的制作需要复杂的工艺和高超的技艺。孝民屯铸铜遗址出土的陶范中,有部分残片的原料在原生土内加入了砂粒和蚌粉,甚至加入了植物茎叶,以提高其耐高温性能。
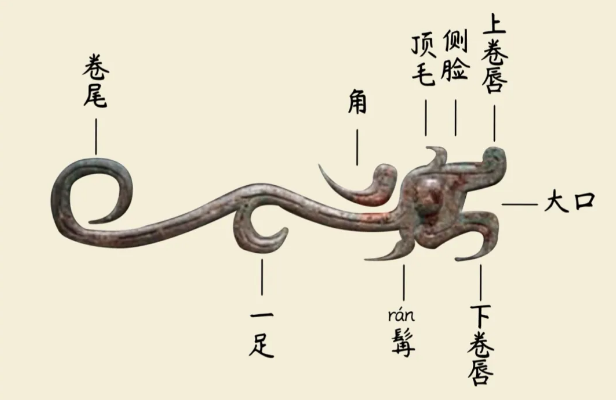
以“妇好铜鸮尊”为例,其铸造工艺极为复杂。该青铜器高46.3厘米,口径16.4厘米,重16.7千克。鸮尊的造型为一只站立的猫头鹰,其头部和身体部分分别铸造,再通过铸接工艺连接在一起。鸮尊的表面装饰有精美的纹饰,包括羽纹、云纹和雷纹等,这些纹饰不仅增加了器物的美观性,还具有宗教和象征意义。

(妇好铜鸮尊)
殷商时期的青铜器主要以锡青铜和三元青铜(铜、锡、铅)为主,铅青铜较少。在殷墟出土的青铜器中,锡含量较高,当时的工匠已经掌握了通过增加锡的比例来提高青铜硬度的技术。此外,殷墟青铜器的成分分析显示,其合金配比已经相当成熟,能够根据不同用途调整成分。
青铜礼器通常使用高锡青铜,锡含量较高,以增强硬度和光泽。殷墟妇好墓出土的青铜器中,锡含量普遍较高。
青铜兵器如青铜戈的成分分析显示,其铜含量在80%左右,锡含量在10%-20%之间,铅含量较低。这种配比使得兵器具有较高的硬度和韧性,适合实战使用。
青铜工具如斧斤等工具,铜与锡的比例通常为5:1,即铜占83.33%,锡占16.67%。这种配比的青铜工具具有较高的强度和耐磨性,适合砍伐等重体力劳动。
通过对殷墟出土的约200件铜器的化学成分分析,发现当时的工匠对青铜合金配比与机械性能的关系已经有了相当深入的认识,并且对操作有严格的控制。这种科学的配比技术使得青铜器的性能能够满足不同的使用需求。
尽管《考工记》中记载的“六齐”(青铜合金的六种配比)是战国时期的文献,但其内容反映了中国古代青铜铸造技术的标准化趋势。例如,制造钟鼎的铜与锡的比例为6:1(铜占85.71%,锡占14.29%),这种配比的青铜器质坚且有韧性,声音洪亮。类似的标准化配比在殷商时期已经有所体现,说明当时的工匠已经能够根据不同的用途选择合适的合金成分。
“后母戊大方鼎”是世界上已发掘的最大的一件青铜器,重达875公斤。从铸造后母戊大鼎这样的大型青铜器来看,整个生产过程需要130多人同时施工。包括运土、备料、制模、制范、制芯、合范、焙烧、合金熔炼、鼓风、浇注、清理、打磨等多个环节。这种复杂的生产流程,必须依托于严格的组织管理,才能完成各个部门之间的协调。

(后母戊大方鼎)
2、鼓风技术的早期应用
我国炼铁技术在炼铜技术的基础上逐步发展起来的。铜绿山古矿冶遗址位于湖北省大冶市城区西南约3公里,是一处西周至汉代时期的铜矿开采与冶炼遗址,总面积约8平方公里。遗址南北长约2公里,东西宽约1公里,遗留的炼铜炉渣40万吨以上,占地14万平方米左右。
铜绿山古矿冶遗址的矿井由竖井和巷井(平巷)组成,古代工匠用木材制成的方形框架作为井巷的支护,已能承受巷外的压力,保证竖井和平巷的畅通,使矿工能在距地表40-50米的深处采掘。并巷框架大多用榫卯法,即在四根方木或原木的两端砍凿出长榫或榫孔,相互穿接而成。框架之间用木棍、木板或竹索相接,形成一个整体。
排水是通过木质水槽把地下水引导储水井,或利用专门的排水巷道,用木桶将水经竖井提出地面。通风是利用坑口的高低不同产生的气压差而形成的自然风。

遗址内已清理出各种采矿井巷数百条,生产、生活用具上千件,还有多种形式的炼铜炉,并发现有春秋时期的炼铜炉8座。已发现的采掘工具包括木铲、木耙、木槌、铜斧、铜铸、铁锄、铁錾、船形木斗和辘轳等。
铜绿山已经采用了鼓风竖炉炼铜,冶铜温度为1200℃左右,并已具备连续加料、连续冶炼,间接排放渣液和铜液的功能。冶铜技术在“氧化矿—铜”工艺基础上,发明了“硫化矿—冰铜—铜”工艺。通过科学检测,东周时期炉渣平均含铜量0.7%,接近于现代冶铜排渣标准,粗铜纯度高达93%以上,这在当时世界上处于遥遥领先的地位。
大冶铜绿山古矿冶遗址出土的三座保存完整的炼铜竖炉,展现出当时炼铜设备的先进性。这些竖炉呈圆锥形,由炉基、炉缸、炉身三部分构成,炉基筑于地下,设有通风沟,炉缸架于其上,内外壁用不同材料夯筑,炉身高度经推算可达1.2-1.5米。炉旁还筑有工作台,用于加料与放置鼓风设备。同时,熔铜设备既有中型、小型坩埚炉,也有大型熔铜炉。

(炼铜竖炉)
我国古代的炼铁炉,在炼铜竖炉与熔铜埚炉的基础上发展出高炉(竖炉)与坩埚炉两种主要形式,用于冶炼铸铁。
高炉的前身是竖炉,这种炉型在春秋战国时期已经出现。1987年10月29日至11月7日,河南省文物研究所和西平县文化局联合对西平县出山镇酒店村的治炼炉进行了抢救性发掘。此次发掘清理出了一座保存较为完整的战国时期冶铁竖炉。该竖炉呈椭圆形,炉体高大,炉缸较窄,采用水平鼓风。这种设计有利于提高炉内温度和燃中烧效率,适合大规模生产生铁。
炉子的上部和下部呈喇叭形,中间为细腰,整体结构坚固耐用。该竖炉使用鼓风设备,通过强力鼓风使炉内温度达到1400℃以上,能够将铁矿石还原并渗碳童形成液态生铁。炉内使用石灰石、萤石等作为助熔剂,与矿石中的二氧化硅生成液态炉渣,渣和铁在炉缸中自然分层,再从铁口放出。
成熟的高炉在东汉时期已经出现,其结构包括炉体、鼓风设备和出铁口等部分。高炉通过分层加入碎铁矿石与木炭,并鼓风燃烧,使铁矿石在高温下还原为液态生铁。高炉的出现极大地提高了炼铁效率。其连续供料和连续出铁的方式,使得炼铁过程更加自动化和高效。
坩埚炉是另一种重要的炼铁炉型,其发展同样基于早期的熔铜技术。坩埚最早用于熔铜,其历史可以追溯到商代。商代的坩埚主要由耐高温粘土制成,用于熔化铜矿石。坩埚炉采用“内加热”法,将铜料与木炭一同加入炉中并鼓风燃烧,热效率较高。
在春秋战国时期,坩埚炉开始用于炼铁。其原理与熔铜类似,通过分层加入碎铁矿石章与木炭,并鼓风燃烧,使铁矿石在高温下还原为液态生铁。坩埚炉的灵活性较高,适合小规模生产,能够根据需要调整炉温和炉内气氛。
湖南长沙杨家山65号墓出土的铁鼎表明,当时的工匠已经能够使用坩埚炉铸造复杂的铁器。1976年,湖南省长沙市杨家山65号墓出土了一件春秋晚期的铁鼎。这件铁鼎是中国迄今发现的最早的铸铁容器之一,铁鼎为敞口、竖耳、圆腹、平底,有短小的蹄足。残高6.9厘米,足长1.2厘米。经金相学鉴定,该铁鼎为白口铸铁件。

(湖南长沙杨家山65号墓出土的铁鼎)
无论是高炉还是坩埚炉,鼓风技术都是提高炉温、促进燃料燃烧的关键。
皮囊鼓风技术是中国古代冶金技术的重要组成部分,其起源可以追溯到殷商时期。这种鼓风设备通常由整张皮革制成,两端收紧,中间鼓起,通过人力操作,将空气压入冶炼炉中,从而提高炉温。这种技术的应用,使得青铜器的铸造成为可能,因为青铜的熔点约为1000摄氏度,没有鼓风设备,很难达到如此高的温度。
洹北商城的铸铜遗址是近年来殷墟考古的重要发现之一。考古学家在该遗址发现了6件陶质鼓风嘴,这些鼓风嘴长约5厘米,一端与皮囊连接,用于往窑炉里鼓风输氧,以使燃料加速燃烧增加炉温。这些鼓风嘴表面粘有铜渣,它们曾用于鼓风以辅助铜器铸造。此外,该遗址还发现了熔铜坩埚残片、铜器碎片及打磨铜器的圆形砺石等重要遗物。

(洹北商城铸铜遗址陶质鼓风嘴)
随着冶铁技术的发展,特别是铸铁技术的发明,对炉温的要求显著提高。铸铁的生产需要更高的温度,以使铁矿石充分熔化并形成液态铁。传统的鼓风设备主要由皮囊(橐)和鼓风管(籥)组成,这种设备虽然能够提供一定的风量,但存在明显的局限性。
首先,皮囊鼓风的风量有限,且风压较低,难以满足大型炼炉的需求。其次,传统鼓风设备的效率较低,需要大量人力操作,如《吴越春秋》记载,吴王阖间铸造“干将”“莫邪”两把宝剑时,曾使用“童男童女三百人鼓橐装炭”,当时炼炉上使用的橐数量众多,且需要大量人力操作。
为了满足更高的炉温需求,春秋战国时期的鼓风技术进行了多项改进。《老子·道经》记载:天地之间,其犹橐(tuó)龠(yuè)乎,虚而不屈,动而愈出。这是目前所见关于“橐龠”的最早记载。橐是用牛皮制成的大袋,两端收紧,中间鼓起。
《墨子·备穴》记载:具炉橐,橐以牛皮。炉有两瓿,以桥鼓之。百十每,其重四十斤,然炭杜之。满炉而盖之,毋令气出。当时的鼓风设备采用了两个皮囊交替鼓风,通过牛皮制成的风箱(橐龠)和杠杆(桥)的作用,提高了鼓风的连续性和效率。此外,《管子·揆度》中提到:摇炉橐,而立黄金也。当时的冶炼金属已经普遍使用皮橐鼓风,通过风通过皮橐小孔上安装的“籥管”压入冶铁炉,使燃料烧得更旺,从而提高炉温。
3、汉代冶铸生铁技术的普及
从现有资料来看,战国时期冶铁遗址的大规模系统发掘尚不充分,但大量出土的生铁铸件足以证明,当时生铁已成为冶铁业的主流产品。据文献记载,战国、秦、汉时期,冶铁业已普遍采用鼓风冶铁炉冶铸生铁。《史记·货殖列传》中记载的卓氏、孔氏等大商人,凭借冶铁技术积累了巨额财富。
卓氏的祖先本是赵国人,当秦攻破赵国时,卓氏被迁到了临邛,在临邛“即铁山鼓铸”,富到有僮(奴隶)一千人。卓氏利用当地的铁矿资源,通过鼓风冶铁技术,大规模生产铁器,积累了巨额财富。孔氏的祖先原是魏国人,当秦征伐魏国时,孔氏被迁到了宛,因在那里“大鼓铸”,富到有几千金的家产。
汉代历史文献中,提及冶铁多称“冶铸”或“鼓铸”。例如,《汉书·张汤传》中提到赵国以冶铸为业。《汉书·徐偃传》记载徐偃矫制鼓铸盐铁。汉武帝元狩四年(公元前119年),西汉政府将盐铁业收归官府经营。次年,任用大商人东郭咸阳与孔仅管理盐铁业。东郭咸阳和孔仅奏请汉武帝在法律上规定:“敢私铸铁器、鬻盐者钦左趾,没入其器物。这一法律条文的制定,从侧面反映出当时铁器主要由生铁铸造而成。
汉昭帝始元六年(公元前81年),西汉政府召集了天下的开明绅士所谓“贤良”和读儒家书的所谓“文学六十多人来到京师,和御史大夫桑弘羊辩论盐铁和酒的官营政策。桑弘羊提到官府里有“卒徒作铸铁器”。他还提到过去豪强大家“采铁石鼓铸,煮海为盐”。此外,桑弘羊还提到由官府“铸农具”,可使人专心本业,不经营未业。而贤良们则认为官府“鼓铸铁器”,大都是大器,不适合民用)。从这些辩论中,也可以清楚地看到当时铁器主要用生铁铸造。
(盐铁论)
东汉时期,生铁与熟铁的名称与应用已见诸文献。这些文献记载不仅反映了当时冶铁技术的发展水平,还揭示了生铁与熟铁在社会生活中的广泛应用。
东汉时期,生铁的名称已经明确。《淮南子·修务篇》中提到“苗山之铤,羊头之销”,东汉许慎注解“销”为生铁。这也就意味着生铁在东汉时期已经广泛应用于铸造和工具制作。生铁不仅用于铸造,还被用于药用。《神农本草经》将生铁列入药用材料,记载其性寒及主治功效。
最古老的医书《素问》中,也提及用生铁落治疗“阳厥”病”,这进一步证明了生铁在东汉时期的药用价值。东汉时期,熟铁的名称也已明确。许慎在《说文解字》中解释“铩”为铁之灭,即软铁,也就是熟铁。
东汉时期,炒钢技术的出现标志着炼钢技术进入了一个新的阶段。炒钢技术是一种将生铁加热后进行炒炼的工艺,通过将生铁加热至半熔融状态,温度约为1200摄氏度。在半熔融状态下,通过不断搅拌,增加氧气与铁的接触面积,使铁中的碳氧化。随着温度升高,铁中的碳含量逐渐降低。通过控制搅拌时间和温度,可以将碳含量降低到所需的水平。脱碳后的铁或钢通过反复锻打,去除杂质,提高材料的均匀性和强度。
1974年,在河南南阳东郊出土的一件铁刀,其刃部是用高质量的炒钢锻接而成。这把刀宽11.2厘米,长约17厘米,刀背厚约0.5厘米,形制较特殊。刀身有一道平行于刃部的锻接痕迹,其刃部是用高质量的炒钢锻接而成。
1974年,在山东苍山县汉墓中出土的一把环首钢刀,刀身刻有隶书铭文:永初六年(公元112年)五月丙午造卅湅大刀,吉羊(祥)宜子孙。这把刀是用“卅炼”工艺制成的。经鉴定,刀身含碳量在0.6%到0.7%之间,是用炒钢锻制而成。这种工艺不仅提高了刀的质量,还使其具有较高的硬度和韧性。
(汉环首钢刀)
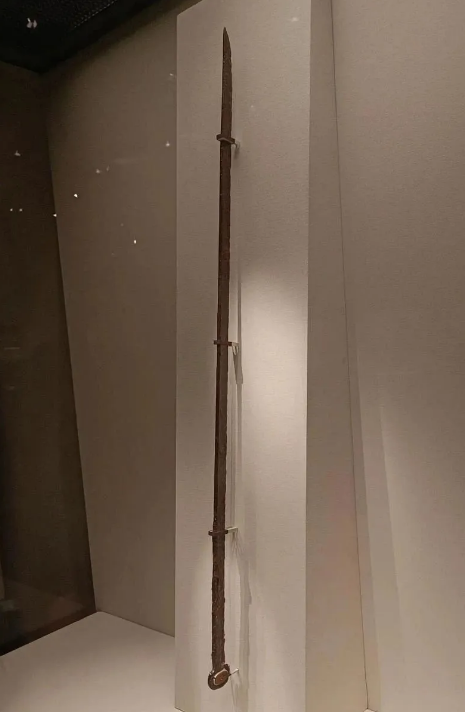
1978年,在江苏徐州铜山县驼龙山汉墓出土的一把钢剑,剑把正面刻有铭文:建初二年(公元77年)蜀郡西工官王愔造五十湅孙剑。经金相分析,剑体是由珠光体和铁素体组成,层次分明,各层的含碳量存在差异,最高为0.7%,最低为0.4%。这种工艺使得剑身各部位的含碳量根据实际需求而有所不同,因此剑身柔软且剑刃锋利,属于高级阶段的百炼钢。
由于炒钢技术的提高,东汉时代出现了“百炼钢”。所谓“百炼钢”,即将炒钢反复锻打,每加热锻打一次称为一“炼”,通过多次加热、折和锻打,使钢材的组织更加致密,碳含量更加均匀。每次锻打后,钢材中的杂质被进一步去除,最终形成高质量的钢,这种工艺不仅提高了钢材的强度和韧性,还减少了钢材中的夹杂物,使其更适合用于制作兵器。
东汉时期的百炼钢技术不仅在中国广泛应用,还通过贸易和文化交流传播到了周边国家。1961年,在日本奈良县天理市东大寺山的一座古坟中,出土了一把带有“中平年号”的钢刀,刀长103厘米。铭文显示其为“中平口年五月丙午造作伎,百练清刚。上应星宿,下辟不祥”。其中,“中平”是东汉灵帝的年号,时间为公元184年至189年。